Холодильный шкаф
Такое оборудование, как холодильный шкаф необходимо торговым предприятиям и магазинам для хранения товара. Это промышленная техника для охлаждения, заморозки продуктов или демонстрации напитков, которое способно работать в режиме низкой температуры либо охлаждения, без заморозки.
Производители холодильного оборудования разрабатывают и представляют нам различные модели. Для бизнеса можно приобрести инновационную конструкцию или с минимальным функционалом. Но как же не ошибиться при покупке? Ведь это дорогостоящая техника. И, хочется, чтобы она служила много лет. В статье мы расскажем о разновидностях, ценах и особенностях моделей холодильных шкафов.
Холодильный шкаф – это вертикальная конструкция, напоминающая обычный бытовой холодильник. Однако, промышленный прибор больше по размерам и выполняет несколько функций: заморозка, охлаждение, демонстрация ассортимента. В таких шкафах есть удобные полочки для размещения напитков или продуктов.
Классификация холодильных шкафов следующая:
- По типу конструкции: со стеклянными дверьми, глухими или шкафы-купе. Последние варианты тоже подразделяется на два типа: со стеклянными или глухими металлическими дверками.
- По внешнему виду: классические модели (стандартные стойки) или встраиваемые.
- По размерам: компактные или крупногабаритные.
- По диапазону температур: низко, средне, высокотемпературные и комбинированные.
Расскажем подробнее обо всех разновидностях и особенностях выбора.
Стеклянные, глухие дверки или шкафы-купе
Холодильные шкафы со стеклянными дверьми выглядят очень красиво. Это высокие конструкции, предназначенные для магазинов, пивных заведений. Преимущество стеклянной двери в том, что за ней виден ассортимент. Обычно за стеклом хранятся прохладительные напитки, вина, пиво и др. Устанавливают эти шкафы в торговых залах. Для безопасности на дверях имеется замочек, который открывает только продавец.
Внутри всегда плюсовая температура, так как под стеклом содержат продукцию, не требующую заморозки. Её лишь охлаждают.
Выбирая холодильник со стеклянными дверками, обратите внимание на это стекло. Материал должен быть прочным, многослойным. Добросовестные производители вставляют в оборудование двери из многослойного, ударопрочного стекла. Такому не страшны даже сильные физические воздействия (например, удары тяжёлым предметом оставят трещину на поверхности, но не сломают стекло).
Шкафы с глухими дверками чаще устанавливают в павильонах, столовых, дошкольных и учебных заведениях. Эта конструкция с плотной дверью, под которой не видно содержимое. При покупке надо внимательно осматривать внутреннюю и внешнюю сторону двери. На ней не должно быть вмятин и царапин.
Не забудьте изучить резиновую «прослойку», которая скрепляет дверь и камеру. Здесь не допустимы даже малейшие зазоры. Иначе воздух из помещения будет попадать внутрь и прибор не будет функционировать должным образом.
Такие конструкции, как шкафы-купе, более современны. Они появились всего несколько лет назад. В отличие от стандартных «собратьев», шкафы-купе больше по размерам. А двери не распахиваются, а отодвигаются. Если это двухдверный вариант, то полотна раздвигаются в разные стороны.
Осматривая такую модель, надо заострить внимание на качество раздвижных дверей. Они должны раскрываться легко и бесшумно. А между ними исключены щели. Края таких полотен обработаны специальной резиной. Она должна прилегать плотно к основанию.
 Холодильные шкафы-купе со стеклянными дверцами
Холодильные шкафы-купе со стеклянными дверцами  Холодильный шкаф с глухими дверьми
Холодильный шкаф с глухими дверьми
Классические или встраиваемые
Классические конструкции – это обычные прямоугольные шкафы с одинарными распашными дверками. Их ещё называют «стойками». Несколько лет назад в магазинах можно было увидеть только эти модели. Они стоят дешевле остальных. Но, опять же, цена зависит от размера, количества полок и режима заморозки. Если вы хотите купить классический вариант для бизнеса, следует осмотреть все детали: дверку, корпус, проверить функционал. Для магазинов лучше выбирать шкаф на колесиках, так как его придется иногда перемещать с места на место.
Встраиваемые холодильники – это новинки последних лет. Очень удобная техника, так как позволяет сэкономить пространство в магазине. Конструкция устанавливается в специальную нишу в стене. Снаружи остаются только дверки. Такие модели подходят для малых торговых площадей. Они тоже бывают со стеклянными или сплошными дверками. И работают разными режимами: низкотемпературным или охлаждающим.
Стоят встраиваемые шкафы дороже обычных. Но зато очень экономичны и вместительны. При покупке такой техники надо заранее оценить возможность встраивания. Обычно стену подготавливают, исходя из параметров холодильника. Доверить процедуру установки лучше опытным мастерам.
Кстати, в магазинах и точках общепита холодильники встраивают не только в стену. Компактные конструкции устанавливают в столы на кухнях кафе, в барные стойки. Такие холодильные шкафы позволяют значительно экономить место.
 Стандартные холодильные шкафы “Стойки”
Стандартные холодильные шкафы “Стойки”  Встраевыемые холодильные шкафы
Встраевыемые холодильные шкафы
Минихолодильники или крупногабаритные
Собираясь приобретать холодильный шкаф, надо оценить размер помещения, дверного проема в магазине, высоту зала и т. д. Только потом решать, какие габариты техники подойдут оптимально и впишутся в интерьер, что не маловажно.
Размер стандартного холодильника 185*60*60 см. Все, что меньше являются компактными, а больше – крупногабаритными.
Компактную технику выбирают для малого бизнеса и не больших торговых площадей. Маленькие холодильные шкафы-купе устанавливают в подсобных помещениях, детских учреждениях, столовых. Внутрь помещается мало продукции, зато такой шкаф не помешает в любом месте.
При выборе минихолодильника оценивайте количество продукции, которую собираетесь в нём размещать. При желании можно купить два шкафа.
Крупногабаритные варианты – это те, размеры которых превышают стандартные. Такие шкафы могут быть в высоту более 2 метров и глубиной от 80 см.
Большие, вместительные холодильники используются на крупных предприятиях и в супермаркетах. При покупке такого агрегата надо учесть то, что потребление энергии у них повышенное. Кроме этого, надо рассчитать площадь помещения (в частности высоту), чтобы разместить оборудование в комфортных условиях.
 Минихолодильник
Минихолодильник  Крупногабаритные холодильные шкафы
Крупногабаритные холодильные шкафы
По температурному диапазону
Важно понимать, что холодильные шкафы не могут применяться для всех категорий продуктов. Одни требуют глубокой заморозки, другим достаточно охлаждения. Например, напитки могут храниться при температуре 0-+10 градусов, спиртное при +12-+18, колбасные изделия от 0 до +6. А рыбная и мясная продукция в свежем виде должна быть заморожена, поэтому потребуется прибор с режимом до -20 градусов. Это уже полноценная морозильная камера.
Низкотемпературным признано то оборудование, режим которого от 18 до 0 градусов. Среднетемпературное поддерживает от-5 до +5, а высокотемпературное от +2 до +18 градусов. В комбинированных экземплярах предусмотрено две или три камеры. В каждой из которых поддерживается различный режим.
Комбинированный шкаф является многофункциональной техникой. В таком можно хранить разные товары. Но и по цене эти шкафы дороже.
Выбирая климатическое оборудование, обязательно обратите внимание на регулирование параметров, тип хладагента, компрессор и мощность. Промышленный прибор должен быть бесшумным и мощным. Работать бесперебойно и потреблять энергии в разумных пределах. Оптимальным выбором считается шкаф с показателем потребления А++. Этот класс признан самым экономичным.
Из каких материалов делают холодильные шкафы
Чтобы выбор холодильного шкафа был правильным, надо понимать его конструктивные особенности и знать функции всех основных элементов. Внешняя часть представляет собой корпус, состоящий из трёх стенок и дверки. В современных моделях присутствует дисплей. Внутренняя система – это компрессор, датчики, хладогенты, электродвигатель, разные вентили, роторы.
- Корпус. Качественный холодильный шкаф делается из нержавеющей или оцинкованной листовой стали. Поверхность покрывают полимером. А между стенками прокладывают теплоизолирующий материал. Лучшим изолятором признан пенополиуретан. Корпус должен быть однородным, без дефектов. Это серьезное оборудование, поэтому любая царапина должна вызывать подозрение и отказ от покупки. Внутренняя часть корпуса покрыта прочным пластиком. Поверхность гладкая, без шероховатостей. Внутри шкафа также имеются подсвечивающие лампочки, которые загораются при открытии дверок. На внешней части корпуса имеются ручки, цифровой дисплей и различные декорирующие элементы. В нижней части короба расположены ножки или колесики. Их выполняют из твердой пластмассы или каучука. Монтируются они на металлические крепежи.
- Дисплей. В моделях прошлых лет цифровые дисплеи отсутствуют. Во всех современных шкафах они есть. Такие изделия более удобны для пользователей. На дисплее высвечивается вся информация о работе оборудования: температура, режим оттаивания, ошибки и т. д. Цифровой дисплей делают из прозрачного пластика, стекла или жидких кристаллов (ЖК-дисплей). Модификации, оснащенные такими индикаторами, стоят дороже.
- «Организм» холодильного шкафа состоит из сложных деталей. Обычному пользователю вникать в их функционал не обязательно. При покупке никто не заглядывает внутрь холодильника. Можно лишь прочесть в его паспорте обо всех механизмах. Самым важным элементом является электродвигатель. От его работы зависит всё: охлаждение, заморозка, размораживание, вентиляция. Основной холод распределяется внутри за счет работы вентилей и роторов. Некоторые модели оснащены вентиляторами. Этот элемент нужен для распределения воздушных потоков по рабочему пространству. Такие холодильные установки стоят дороже.
- Полки холодильника делают из стекла или пластика. Их количество и размеры зависят от модели холодильника.
Популярные марки
Если подбирать климатическое оборудование по ценовым параметрам, надо учитывать, что дешевые варианты менее функциональны. Но для начального развития бизнеса они вполне подойдут. Есть много отечественных марок, приемлемых по цене.
Самыми популярными считаются эти:
- Бирюса. Отличный холодильный шкаф стоимостью от 16 000 рублей. Объем 250 литров, рабочий диапазон +1-+10 градусов, стандартные габариты: 0,58*0,65*1,45 м. Можно подобрать со стеклянной или глухой дверью. Подойдёт для хранения, охлаждения и демонстрации напитков.
- Капри. От 27 000 рублей. Есть модели с глухими и стеклянными дверками. Этот отечественный бренд давно на рынке холодильного оборудования. И пользуется значимой популярностью. Температурный диапазон от 0 до +7, объем 390 литров. Можно поместить до 200 стандартных бутылок. Дизайн современный, дополнен подсветкой. Подойдет такой шкаф для общепитов и торговых предприятий.
- BRAVO. От 32 000 рублей. Для современного, качественного оборудования цена вполне приемлемая. Температурный режим от +1 до +10. Объем 390 литров.
При желании, можно купить и более дорогостоящее холодильное оборудование.
Среди таких марок можно выделить следующие:
- Эльтон. От 42 000 рублей. Красивые шкафы, представляющие собой объемные конструкции на 580 литров. Режим температур от +1 до +7 градусов. Есть модели с одной дверкой (они немного дешевле) или с двумя стеклянными раздвижными – купе. Такой шкаф вместится в большое торговое помещение, так как высота его около двух метров. Демонстрирует, охлаждает, хранит продукты и напитки – всё, что нужно современному предпринимателю. Такие шкафы могут работать при температуре до 35 градусов. Кроме этого, отлично переносят повышенную влажность.
- POLAIR. От 45 000 рублей. Например, модель DP-105S разработана специально для хранения и демонстрации рыбных деликатесов. Здесь предусмотрены все инновационные возможности: вертикальная подсветка, цифровой индикатор, качественный замок. Размер в высоту более двух метров. Стеклянные двери.
- Рапсодия. От 79 000 рублей. Красивый, вместительный шкаф на 700 литров. Высотой около двух метров. Металлические дверки, автоматическое оттаивание. С таким оборудованием у пользователей вообще не будет проблем. Оно долговечное, легко настраиваемое, качественное.
К элитным брендам также относятся изделия от производителей ABAT, HICOLD. Крупногабаритные, двух дверные модели стоят дороже остальных: от 70 000 до 250 000. Если вы считаете необходимым устанавливать именно такие шкафы, можно оформить покупку с рассрочкой платежа. К счастью, торговые компании дают такую возможность.
 Холодильные шкафы Бирюса
Холодильные шкафы Бирюса  Холодильные шкафы HICOLD
Холодильные шкафы HICOLD
Итак, собираясь приобрести холодильный шкаф для своего бизнеса, следует рассмотреть разные варианты, как по функционалу, так и по цене. Также, важно учесть стоимость сервисного обслуживания. Оно может оказаться дорогостоящим. Только серьезный подход к выбору и покупке климатического оборудования обеспечит его службу в течение многих лет.
Холодильный шкаф: и даже летом будет морозно
Холодильный шкаф представляет собой универсальную и самую популярную разновидность холодильных установок. Холодильно-морозильное оборудование используется практически везде:
- в продовольственных магазинах;
- на пищевых производствах;
- в кафе, барах ресторанах;
- на рынках;
- в медицинских учреждениях;
- аптеках;
- залах для дегустации;
- на различных демонстрациях;
- в холлах отелей;
- служебных помещениях разного назначения;
- на любых мероприятиях.
Большой спрос на данный тип техники послужил причиной представления на рынке огромного ассортимента, отличающегося внешними формами, дизайном и размерами.
Основные функции оборудования
- Основные функции оборудования
- Виды холодильных шкафов для напитков и продуктов питания
- Как выбрать качественное оборудование для предприятия общепита?
- Какие фирмы-производители наиболее популярные?
- Рolair
- «Премьер»
- «Ариада»
- «Бирюса»
- ШХ-0.7
В зависимости от функционального предназначения холодильные шкафы разделяют на несколько видов:
- промышленный;
- демонстрационный;
- кондитерский;
- медицинский;
- барный;
- фригобар;
- винный;
- хьюмидор (для сигар);
- для сыра.
Главной функцией современных холодильных установок является хранение различных продуктов в наиболее подходящих для них условиях на протяжении длительного промежутка времени. Таким образом, необходимо учитывать разницу между холодильными и морозильными шкафами.
Холодильные установки данного типа используются для поддержания необходимой температуры, а также определенной степени влажности для хранения тех или иных продуктов.
При правильной выкладке всего ассортимента можно распределить товар на небольшой площади, что предоставляет возможность существенно повысить объемы продаж. Кроме того, использование холодильных шкафов с целью демонстрации продуктов питания и напитков способствует тому, что покупатель может достаточно быстро выбрать все, что ему необходимо. Такое оборудование помогает охладить напитки во время жаркого сезона, поэтому будет притягивать внимание огромного числа клиентов.
Виды холодильных шкафов для напитков и продуктов питания
Наиболее важной разновидностью холодильно-морозильных установок считается торговый холодильный шкаф, который применяется с целью хранения скоропортящейся продукции, ее демонстрации, а также продажи. Он характеризуется наличием трех температурных режимов работы:
- низкотемпературный – работает при диапазоне температур от -12 до -22 °С;
- среднетемпературный – предназначается для хранения товаров при температуре от 0 до 8 °С;
- плюсовой.
В зависимости от места применения выделяют следующие типы:
- в зоне доступности клиентов;
- в месте хранения запасов продуктов, напитков, лекарств.
По методу охлаждения различают холодильные шкафы:
- с принудительной циркуляцией охлажденных потоков воздуха;
- с естественным перемешиванием нагретого воздуха с охлажденным.
В зависимости от места крепления компрессорно-конденсаторного устройства выделяют холодильные установки с нижним или верхним агрегатом.
По разновидности дверей существуют следующие типы оборудования:
- с непрозрачными дверьми, изготовленными из металла, они еще называются глухими. Представляют собой идеальный вариант для оснащения места вне видимости для клиентов;
- холодильные шкафы с прозрачными дверьми из стекла устанавливаются в зоне видимости покупателей;
- шкафы-витрины – предоставляют возможность совместить хранение продуктов с их демонстрацией.
По конструкции дверей различаются такие холодильные установки:
- с раздвижными дверьми;
- распашными;
- скользящими, самозакрывающимися из стекла.
Кроме того, сегодня производятся холодильные шкафы, предназначающиеся для хранения различных напитков.
Также есть специальные универсальные шкафы, работающие в температурном диапазоне от -5 до +5 °С.
Это многофункциональное торговое оборудование, в котором сочетаются такие функции, как хранение и демонстрация товаров. Они могут быть оснащены не только стеклянными, но и глухими дверьми. Внутри устанавливается несколько полок, которые при необходимости регулируются по высоте.
Как выбрать качественное оборудование для предприятия общепита?
Подбирать модель холодильного шкафа необходимо с учетом того, в каком месте он будет  использоваться и какие товары будут в нем храниться. Кроме того, следует обращать внимание и на объем оборудования. Оно может быть оснащено различными полками, специальными корзинами для хранения фруктов или овощей, а также противнями для кондитерских изделий, вкатными тележками, крюками и кронштейнами для подвески того или иного товара, контейнерами из пластика или перфорированными поддонами.
использоваться и какие товары будут в нем храниться. Кроме того, следует обращать внимание и на объем оборудования. Оно может быть оснащено различными полками, специальными корзинами для хранения фруктов или овощей, а также противнями для кондитерских изделий, вкатными тележками, крюками и кронштейнами для подвески того или иного товара, контейнерами из пластика или перфорированными поддонами.
Для хранения продуктов, не имеющих упаковки, лучше отдать предпочтение моделям холодильных шкафов с качественной статической системой охлаждения. Выбирая установку для торгового предприятия, следует остановить свой выбор на оборудовании с динамической либо конвекционной системой, предназначающемся для хранения упакованных товаров.
Следует учитывать и класс энергосбережения. Так, двухдверные модели относятся к шкафам с высоким классом энергосбережения.
Основными критериями для выбора холодильного шкафа служат:
- целевое предназначение установки;
- класс сбережения энергии;
- климатический класс;
- условия использования;
- интенсивность применения;
- размеры;
- вместительность.
Холодильный стол для приготовления и демонстрации салатов называется саладеттой.
 Холодильный стол для приготовления и демонстрации салатов называется саладеттой.
Холодильный стол для приготовления и демонстрации салатов называется саладеттой.Электрические кипятильники – очень полезное оборудование для заведения общепита, особенно, если у вас достаточно большой поток посетителей. О других видах кипятильников читайте здесь.
Пищеварочный котел позволяет приготовить большое количество первых или вторых блюд за раз. О разновидностях данного оборудования вы можете прочитать по https://vkusologia.ru/osnashhenie/teplovoe/pishevarochnyje-kotly.html ссылке.
Какие фирмы-производители наиболее популярные?
Рolair
 Холодильные шкафы Рolair являются профессиональным оборудованием.
Холодильные шкафы Рolair являются профессиональным оборудованием.
Все модели полностью соответствуют всем нормам и стандартам.
Их корпуса изготовлены из нержавеющей стали и имеют разную окраску.
Можно подобрать шкаф со стеклянной или непрозрачной дверью. В зависимости от типа модели оборудование можно приобрести, заплатив от 50 до 150 тысяч рублей.
«Очень удобно пользоваться холодильным шкафом Рolair. Еще ни разу не пожалел, что выбрал технику именно этого производителя для своего предприятия».
«Премьер»
Холодильные шкафы российской компании «Премьер» практически ничем не отличаются от моделей остальных производителей. Данная фирма представляет на современном техническом рынке большое количество разнообразных моделей, отличающиеся между собой вместительностью, а также температурными режимами, типом дверей и системами охлаждения.
Стоимость: 35–75 тысяч рублей.
Отзыв владельца предприятия: «Такие холодильные шкафы позволяют разместить огромный ассортимент товаров, что очень удобно. Кроме того, они яркие и имеют оригинальный дизайн».
«Ариада»

Холодильные шкафы производителя «Ариада» представлены различными моделями.
Главными техническими характеристиками являются простота, удобство, экономичность.
Любую из моделей данной фирмы можно приобрести по цене от 60 тысяч рублей.
Отзыв работника предприятия: «Многим моим сотрудникам нравится простота эксплуатации холодильника «Ариада». К тому же покупателям удобно выбирать необходимые продукты и напитки».
«Бирюса»
Холодильные шкафы «Бирюса» – это многофункциональные шкафы-витрины. Они работают при температурном режиме от 1 до 10 °С. Все модели оснащены стеклянными дверьми и имеют разные параметры.
Приобрести их можно по цене от 15 до 30 тысяч рублей.
Отзыв владельца предприятия: «Привлекла доступная стоимость. Однако, несмотря на сравнительно низкую цену, оборудование является высококачественным».
Холодильные шкафы ШХ-0.7 являются профессиональными установками, которые идеально подходят практически для любого места использования. Оборудование обладает внутренним объемом, равным 700 литрам, и имеет достаточно толстые стенки. Температурный диапазон можно изменять в пределах от +1 до +12 °С. Холодильник оснащен четырьмя удобными полками, каждая из которых может выдержать примерно сорок килограммов.
Рыночная цена оборудования составляет около 50 000 рублей.
Устройство фундаментов под оборудование
Устройство фундаментов
Фундамент – монолитное сооружение под машиной или аппаратом, предназначенное для передачи грунту давления, производимого массой машины или аппарата и силами, возникающими при их работе. Фундамент жестко связан с установленным на нем оборудованием и придает дополнительную жесткость и устойчивость.
Фундамент состоит из двух частей: нижней – подушки и верхней – собственно фундамента.
В качестве материала для подушки фундамента применяют:
– бутовый камень, укладывают на цементном растворе, состоящем из одной части цемента и двух частей песка (по объему);
– бетон, состоящий из одной части цемента, двух частей песка и четырех частей щебня (по объему).
Материалом для фундамента служат нормально обожженный, не имеющий трещин и деформаций кирпич и бетон, состоящий из одной части цемента, двух частей песка и четырех частей щебня (по объему).
Фундаменты изготавливают на основании чертежей, которые разработаны заводом-изготовителем оборудования. Они состоят из планов и разрезов фундамента и содержат расчет его массы. В чертежах конкретизированы конструкции фундамента, расчеты его устойчивости, а также привязки к строительным конструкциям.
При постройке фундамента следует не допускать превышение допустимого давления на грунт, так как это приводит к оседанию и деформации фундамента. Чтобы снизить нагрузки на грунт делают подушку, тем самым увеличивая площадь основания фундамента.
Если грунт выдерживает нагрузку, то работа по устройству подушки под фундамент сводится к ее планировке.
В случае мягкого глинистого или илистого грунта делают бетонную подушку (толщиной 300 – 400 мм), на которой и возводят фундамент. Подушка должна равномерно выступать во все стороны за границы основания фундамента.
Глубина заложения фундамента зависит от характера грунта, глубины его промерзания, от типа и размеров монтируемого оборудования. Обычно глубина заложения фундамента принимается не менее 0,7 глубины промерзания – для неотапливаемых помещений и 0,5 глубины промерзания – для отапливаемых помещений.
При устройстве бетонных и железобетонных фундаментов по окончании укладки подушки изготавливают опалубку из вертикальных дощатых щитов толщиной 22 – 25 мм. Щиты устанавливают вдоль наружных контурных линий фундамента и прочно соединяют между собой (рис.17.3).

Рис.17.3. Разметка шаблонов под анкерные болты:
1 – опалубка; 2 – шаблон; 3 – отвес
При наличии грунтовых вод, а также для защиты от воздействия агрессивных растворов (сверху и с боков), фундамент изолируют или пронизывают различными кислотостойкими материалами (битум, толь, рубероид или полиизобутилен).
Разметку осей фундаментных болтов производят при помощи шаблона на опалубке фундамента, к нему прикрепляют фундаментные болты с анкерными щитами, шайбами и гайками.
Разметку колодцев для фундаментных болтов производят при помощи шнуров или специальных шаблонов.
Минимальный размер сечения колодца 100 × 100 мм. Глубина заложения фундаментных болтов должна быть на 100 – 300 мм меньше глубины заложения фундамента. Расположение колодцев для фундаментных болтов должно допускать возможность смещения фундаментной плиты машины на 10 – 20 мм в любую сторону.
При отсутствии шаблона в местах, где должны быть колодцы для фундаментных болтов, устанавливают гладко оструганные деревянные пробки или суживающиеся к низу трубы из тонких досок или фанерные цилиндры. Деревянные пробки до полного схватывания фундамента рекомендуется слегка раскачать, что позволит их легко удалить.
Приготовленный бетон для фундамента укладывают слоями толщиной 8 – 10 см и тщательно утрамбовывают до появления воды на поверхности слоя. Сооружение фундамента должно вестись непрерывно. Если допущен перерыв, то в последний на глубину 25 – 30 см вставляют металлические стержни длиной 50 – 60 см на расстоянии 30 – 40 см один от другого, а поверхность ранее уложенного бетона насекают, тщательно очищают, промывают и покрывают слоем цементного раствора (одна часть цемента и две части песка) толщиной 20 мм.
Отметка верха фундамента должна находиться на 25 – 40 см ниже проектной отметки, чтобы между фундаментом и рамой машины можно было установить монтажные прокладки для выверки и произвести подливку цементным раствором.
Приготовленный к сдаче фундамент, должен отвечать следующим требованиям: на всех фундаментах, сдаваемых под монтаж, должны быть заделаны металлические планки с нанесенными на них осевыми и высотными отметками; они не должны иметь раковин, поверхностных трещин и других дефектов; положение опорной поверхности фундаментов как в горизонтальном, так в вертикальной плоскости должно быть правильным (рис.17.4).

Рис.17.4. Схема планки для нанесения на фундаментах осей
и высотных отметок:
1 – фундамент; 2 – планка; 3 – высотная отметка; 4 – осевая отметка
Приемку фундамента оформляют актом, который подписывается строительной и монтажной организациями и пищевого предприятия и утверждается главными инженерами строительного и пищевого предприятия.
Статьи
Фундаменты являются опорной частью оборудования и передают на грунт давление от его веса и сил, возникающих при работе. Кроме того, фундаменты придают оборудованию дополнительную жесткость и устойчивость.
Для нормальной работы оборудования фундамент должен обеспечивать:
- распределение на грунт сил от веса оборудования в соответствии с несущей способностью грунта;
- заданное при монтаже положение оборудования при всех грунтовых условиях;
- жесткость станины оборудования путем включения фундамента в общую систему;
- необходимую устойчивость оборудования за счет понижения центра тяжести всей установки;
- увеличение массы всего агрегата, а следовательно, уменьшение возможных амплитуд смещений при вибрациях и ударном действии сил;
- благоприятное влияние грунта как фактора демпфирования вибрации;
- защиту оборудования от внешних воздействий при работе окружающих машин и механизмов.
Неправильная конструкция фундамента может привести к возникновению вибраций, преждевременному износу оборудования, неточности работы, ухудшению качества обрабатываемых поверхностей, к смещению оборудования с установленного места, к износу станины и нарушению регулировок.
При устройстве фундаментов под оборудование необходимо стремиться к тому, чтобы общий центр тяжести фундамента и машины и центр тяжести подошвы фундамента находились на одной вертикали. Эксцентриситет для грунтов с расчетным нормативным давлением до 1,5 кгс/см2 — должен быть не более 3%, а для грунтов с нормативным давлением больше 1,5 кгс/см2 — не более 5% размера той стороны подошвы, в направлении которой происходит смещение центра тяжести.
Высота фундаментов и глубина их заложения зависит от особенностей грунта и определяется геологическими исследованиями.
Для обеспечения спокойной работы оборудования высоту фундамента нужно делать возможно меньшей, а его горизонтальные размеры большими, так как при этом уменьшается плечо действия горизонтальных сил и возрастает момент реактивного сопротивления грунта. Фундаменты под оборудование необходимо отделять от надземных и подземных соседних конструкций путем устройства зазора по всему периметру величиной не менее 0,5 м.
Форма и размеры фундамента в плане должны соответствовать форме поверхности оборудования, соприкасающегося с фундаментом, но в более упрощенном виде. Эта форма определяется главным образом схемой передачи нагрузок от станины на обрез фундамента.
При установке на фундаменты станков для точных работ, которые имеют значительные размеры и не обладают достаточной жесткостью станин, применяют регулируемые клинья или башмаки. При этом необходимо обеспечить удобную регулировку всех установочных клиньев для периодической выверки станка.
Высокоточные станки с жесткой станиной устанавливаются так, чтобы все деформации от действия внешних сил (неравномерность осадки фундамента и др.) не передавались от фундамента к станине и не нарушали точности станка. Такие станины устанавливаются на три опорные точки.
Верхняя часть фундамента таких станков должна выполняться по чертежам фундамента технических документов станка.
В зависимости от устанавливаемого оборудования фундаменты подразделяются на пять групп.
К первой группе относятся фундаменты общего назначения. Они используются для установки оборудования среднего веса и габаритов, работающих при умеренных режимах (транспортеры, конвейеры, насосы и т.п.). Конструкция таких фундаментов проста и обычно представляет собой бетонные или кирпичные блоки. Вторая группа фундаментов включает фундаменты для машин с кривошипно-шатунными механизмами (поршневые машины, лесопильные рамы и т.п.). К третьей группе относятся фундаменты для машин с ударными нагрузками (ковочные молоты, копры и т.д.); они имеют значительные размеры и вес, а также упругие элементы, смягчающие удар. Четвертая группа объединяет фундаменты под тяжелое оборудование (турбоагрегаты, прокатные станы и т.п.). Эти фундаменты имеют значительные размеры и вес. Пятая группа объединяет фундаменты под легкие, средние и тяжелые металлорежущие станки.
Металлорежущие станки легкого и среднего веса устанавливаются обычно на бетонную подушку или на специально подготовленную бетонную подкладку пола. Под шлифовальные, зубообрабатывающие и отделочные станки обычно изготовляют специальные фундаменты. Фундаменты под тяжелые станки, а также под уникальные станки проектируются индивидуально; они имеют сложную конфигурацию и большой вес.
Для изготовления бетонных фундаментов обычно применяют портландцемент марок от 200 до 600. Сроки схватывания этого цемента: начало — не менее чем через 45 мин, конец — не более чем через 12 ч.
Заполнители для бетонов и растворов различаются по следующим признакам:
- по наибольшему размеру зерен (делятся на мелкие — пески с зернами до 5 мм и крупные — гравий, щебень — из кусков размерами 5-150 мм);
- по происхождению: природные (природный песок, гравий) или полученные дроблением и рассевом горных пород (песок, щебень) и искусственные (шлак и металлургические, битый кирпич);
- по объемному насыпному весу в сухом состоянии: тяжелые с объемным насыпным весом песка >1200 кгс/м3 и крупных заполнителей — >1000 кгс/м3 и пористые с объемным насыпным весом песка Новости
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Опорные конструкции. Все машины, аппараты, механизмы и трубопроводы крепят к опорным конструкциям, которыми могут служить строительные конструкции (полы, перекрытия, стены, колонны, консольные балки), кронштейны, скобы, подвески, прикрепленные к потолку, постаменты, виброизолирующие опоры и фундаменты.
Непосредственно на строительных конструкциях размещают оборудование небольшой массы при малых удельных нагрузках на грунт и хорошо уравновешенных динамических нагрузка. Так, на стенах и колоннах располагают холодильники, маслоотделители, к стенам и перекрытиям крепят охлаждающие батареи и воздухоохладители, на полу и перекрытиях устанавливают вентиляторы, насосы, емкостное и теплообменное оборудование, а также компрессорно-конденсаторные агрегаты небольшой мощности. При установке оборудования на перекрытиях и других строительных конструкциях проверяют допустимость дополнительных нагрузок по сравнению с принятыми по расчету проекте.
В целях распределения нагрузки от оборудования на большую площадь пола, а также для поднятия оборудования на заданную высоту его размещают на постаменте. В качестве постамента могут быть использованы бетонные плиты заводского изготовления.
При установке машин и механизмов с неуравновешенными динамическими нагрузками используют виброизолирующие опоры (рис. 1), гасящие вибрацию. Гашение вибрации осуществляется путем использования резиновых и пружинных элементов, размещенных между металлическими или железобетонными плитами, к верхней из которых крепят оборудование. Гашение вибрации и шума осуществляют также путем использования пластмассовых дюбелей, установкой мягких вставок на вентиляционных коробах, неметаллических участков трубопроводов, компенсационных петель на нагнетательных трубопроводах и других подобных устройств. Для передачи нагрузки от оборудования большой массы или при повышенной динамической нагрузке на грунт сооружают фундаменты (рис. 1, а).

1. Примеры конструкций устройств для предотвращения- передачи вибрации:
Проектирование фундаментов. Проектирование фундаментов ведут в соответствии со СНиП 2.02.01-83 «Основания зданий и сооружений» и СНиП II-19-79 «Фундаменты с динамическими нагрузками». Разработка проекта фундамента заключается в расчете массы фундамента для гашения колебаний от динамических нагрузок работающего оборудования и в определении его размеров.
Для крепления рамы оборудования к фундаменту используют фундаментные болты, заделываемые в массив фундамента или закрепляемые в закладных деталях — анкерных плитах в предназначенных для этих целей колодцах.
Высота фундамента складывается из высоты наземной части («оголовка») и глубины заложения (расстояния от уровня пола до нижней грани фундамента — подошвы). Высота наземной части определяется требованиями технологического процесса и техники безопасности. Глубину заложения фундаментов, сооружаемых вне помещений, принимают на 20 см ниже глубины промерзания для данной местности, в неотапливаемых помещениях на величину, равную 0,7 от глубины промерзания, а в отапливаемых помещениях глубину промерзания не учитывают.
Размеры верхней части фундамента в плане устанавливают, руководствуясь размерами рамы или опорных лап оборудования и необходимостью устройства колодцев под фундаментные болты. Расстояние от боковых граней колодцев и от края рамы или опорной лапы до боковой грани фундамента должно быть не менее 50 мм, а при установке болтов диаметром более 24 мм — не менее 100 мм. От концов заделанных фундаментных болтов до края подошвы фундамента должно быть расстояние также не менее 100 мм.
Размеры подошвы фундамента определяют, исходя из допустимой нагрузки на грунт основания. Несущая способность грунта определяется нормативной нагрузкой — условным расчетным давлением (МПа), которое тем выше, чем больше твердость породы, величина зерна, меньше — влагосодержание и пластичность. Основные типы грунтов по этому признаку можно расположить в виде возрастающего ряда: глины — суглинки — супеси — пески — гравийные и щебенистые галечники — скальные породы.
При проектировании фундамента стремятся к уменьшению его общей высоты и увеличению размеров в плане, что повышает его устойчивость и уменьшает амплитуду колебаний. Центр тяжести системы «оборудование, — фундамент — грунт», лежащий на выступающих частях фундамента, должен находиться на одной вертикали с центром тяжести подошвы фундамента. В соответствии со СНиП II-19-79 допускается отклонение не более 3% для грунтов с нормативной нагрузкой R0 0,15 МПа и 5% для более прочных грунтов от длины той стороны подошвы, в направлении которой смещен центр тяжести.
Фундаменты могут быть отдельными, общими или размещаться на общей фундаментной плите (рис. 1, б, в, г). В зависимости от устанавливаемого оборудования их проектируют массивными монолитными, рамными или стенчатыми. Последние состоят из нижней фундаментной плиты, колонн (столбов), поперечных и продольных стен и верхней горизонтальной плиты, на которой крепят оборудование. Колонны, стены и плиты армируют стержнями и сеткой. Фундаменты могут быть монолитными и сборными — из отдельных блоков заводского изготовления. Для изготовления фундаментов берут бетон марки не ниже М150, а для сборных — не ниже М200. Для оборудования без динамических нагрузок допускается устройство неармированных монолитных фундаментов из бетона Ml00, а также из хорошо обожженного кирпича. В целях предотвращения передачи вибрации от машин с динамическими нагрузками на строительные конструкции фундаменты машин по периметру отделяют щелевидной траншеей шириной 100 мм, которую засыпают песком, керамзитом или шлаком.

Основные операции по изготовлению фундаментов следующие:
– разметка главных осей фундамента и габаритов котлована; рытье котлована (рис. 2, а);
– уплотнение основания котлована;
– подсыпка песчаного основания или устройство бетонной подушки — фундаментной плиты для грунтов недостаточной несущей способности;
– разметка габаритов фундамента;
– установка и сварка арматуры, устройство опалубки;
– укладка бетона (рис. 2, б) с уплотнением вибраторами; нанесение осевых и высотных отметок на планки (рис. 2, в);
– снятие опалубки и засыпка грунта («обратная засыпка»).
Осями фундамента являются горизонтальные проекции осей агрегатов, роторов, приводов, цилиндров машин и пр. При разметке оси фундаментов обозначают стальной калиброванной струной диаметром 0,3-0,5 мм, натянутой над фундаментом на высоте 0,5-0,8 м. Струны крепят к скобам на строительных конструкциях и на другой стороне натягивают через ролик гру-» ом массой, равной 2/з массы, обрывающей проволоку.
При устройстве опалубки и бетонировании фундаментов большое внимание уделяют формированию колодцев под фундаментные болты.
При изготовлении фундаментов небольших машин можно заделать фундаментные болты непосредственно в массив фундамента при укладке бетона («глухие» болты), предварительно укрепив их в деревянной раме, устанавливаемой над котлованом по осям и высотным отметкам, соответствующим положению оборудования. Расположение болтов в деревянной раме соответствует их расположению в раме монтируемого оборудования.
При изготовлении опалубки фундаментов крупных машин для формирования колодцев под фундаментные болты устанавливают деревянные пробки или дощатые короба, которые для облегчения последующего удаления их из бетона замачивают в воде. Перед установкой арматуру и закладные детали для хорошего сцепления с бетоном обезжиривают.
Укладку бетона ведут непрерывно слоями по 10-15 см с уплотнением каждого слоя вибратором. Короба и пробки удаляют из массива фундамента через 3-5 сут по достижении бетоном 30 %-ной твердости. Опалубку снимают через 10-12 сут — по достижении бетоном 70 %-ной твердости. Монтаж оборудования можно вести по достижении бетоном 50 %-ной твердости через 6-7 сут. Затяжку фундаментных болтов и подливку рамы бетоном М150 проводят через 18-20 сут, т.е. через 10- 12 сут после заполнения колодцев фундаментных болтов бетоном. Полное отверждение бетона происходит через 26-29 сут. В процессе изготовления фундамента из укладываемого бетона берут контрольные кубики, которые после его отверждения испытывают в лаборатории для подтверждения качества укладываемого бетона.
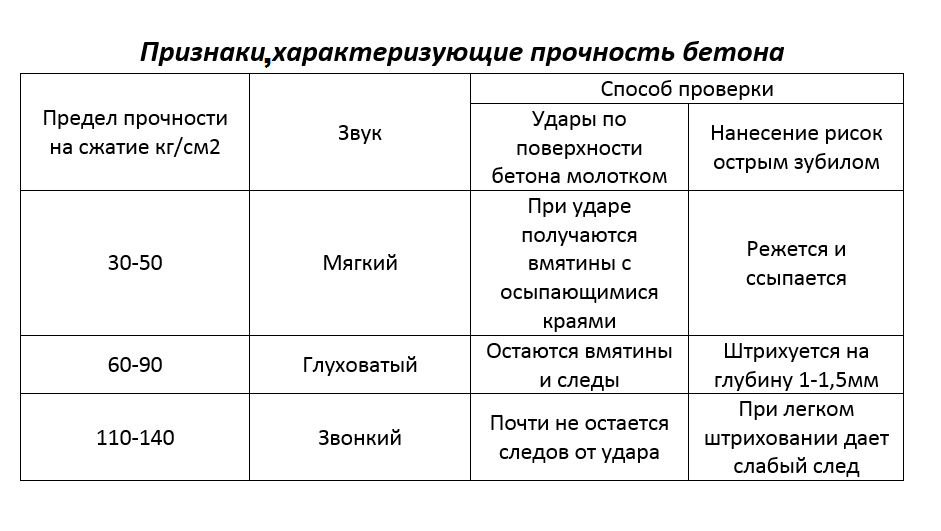
Приемка фундаментов. При приемке фундаментов проверяют разметку осей, размеры фундамента и его расположение относительно строительных конструкций, осевые и высотные отметки, качество бетонирования закладных деталей-, размеры и размещение гнезд или колодцев под фундаментные болты, перпендикулярность опорных поверхностей анкерных плит оси колодцев (рис. 3). Прочность бетона проверяют по контрольным кубикам и путем простукивание молотком и нанесения штрихов зубилом. На бетоне выше М100 остаются слабые штрихи от зубила; звук при ударе звонкий, вмятин от молотка не остается; на бетоне М75 и М100 — штрихи от зубила глубиной 1,0-1,5 мм и вмятины от молотка.


Фундаменты и опоры под оборудование и металлоконструкции, устанавливаемые без подливки, принимают с выровненной поверхностью. Закладные детали и пластины проверяют обстукиванием молотком на отсутствие дребезжащего звука.
Допустимы отклонения основных размеров фундамента от указанных в чертеже. По высоте отклонение не должно превышать -30 мм, по длине и ширине ±30 мм, по привязанным размерам продольных и поперечных осей фундаментов и колодцев ±20 мм. Общая схема проверки размеров фундамента центробежного компрессора показана на рис. 4.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Фундамент для токарного станка — излагаем во всех подробностях

Фундаменты под оборудование отличаются от оснований жилых или промышленных строений не только размерами. Суть различий кроется в самой конструкции таких фундаментов. Ведь такие основания ведь должны противостоять не только статическим (несущим), но и динамическим нагрузкам, источником которых является закрепленное на фундаменте оборудование.
К тому же, те условия, в которых эксплуатируется фундамент под оборудование, мягко говоря, далеки от идеала. Ведь помимо вибрации корпуса такое основание поглощает и массу агрессивных веществ – смазок, масел, охлаждающих жидкостей и прочих субстанций, действующих на тело фундамента самым разрушительным образом.
Фундамент, описание технологии подготовки фундамента для токарных станок с ЧПУ
Общие требования к фундаменту.
Фундамент служит основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течении длительного срока, исключающим влияние станка на работу соседнего оборудования. Для этого необходимо чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения уровня колебаний, передаваемых от станка. Жесткость закрепления станка на фундаменте оказывает существенное влияние на точность станка при резании. Основное требование, предъявляемое к установке на фундамент высокоточного станка, является обеспечение надежной защиты от колебаний по полу на фундамент, то есть устройство виброизоляции.
Фундамент для станка должен быть изготовлен в соответствии со строй заданием на фундамент, указанном в документации на станок.
Крепёжные детали (анкерные болты) для установки станка на фундамент поставляются со станком или должны быть изготовлены покупателем станка согласно прилагаемой документации.

Требования к основанию
Фундамент для установки технологического оборудования, включая станки по механической обработке твердых материалов, несмотря на необходимость проведения индивидуального расчета в конкретных условиях эксплуатации, должен соответствовать СНиП 2.02.05-87.
Общие правила по устройству опор для машин, создающих динамические нагрузки, формулируются так:
- Массивность. Чем больший вес имеет основание, тем выше его способность сопротивляться вибрациям станка.
- Высокая прочность и жесткость. Устойчивость к постоянным и переменным нагрузкам прямо пропорционально влияет на срок эксплуатации оборудования на этом фундаменте. Жесткое крепление важно для высокоточных станков.
- Повышенная устойчивость к агрессивным воздействиям (ГСМ, охлаждающие эмульсии, растворители). Необходимо обеспечивать максимальную инертность хотя бы для верхнего слоя монолита.
Такие характеристики нужны фундаменту в комплексе с выдержкой минимально допустимых отклонений по его расчетным габаритам.
В зависимости от массы станка (до 10 т или более) и класса точности разрешается применять под них различные по конструкции основания (общие, одиночные, вибро-изолированные). Вертикальные разрезы таких опор показаны на чертеже:

Ставить 1 шлифовальный станок или группу можно на утолщенные ленты, специально заливаемые в полу цеха, как показано на этом фото:

При монтаже станков на 2 этаже и выше используют рамный или стенчатый тип бесподвального фундамента. У них нагрузка распределяется через каркас на перекрытия или несущие стены (опорные колонны). Вибрация, создаваемая станком, для такой опоры должна быть минимальная. Устанавливая фрезерный агрегат, можно применить демпферы, гасящие частотные колебания.
Уклон верхней плоскости крепления оборудования категорически не допускается.
В противном случае будет неравномерное распределение эксплуатационных нагрузок, что влияет на характеристики работающего станка, оказывает разрушающее воздействие на станину механизма и анкеры в основании.
Технические условия на изготовление фундамента
Для станков нормальной точности:
Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности:
Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250).
Глубина фундамента Н > 0,6 √F, где F — площадь фундамента.
Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
Прочность бетона фундамента.
Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней.
Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм.
Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Строительство основания для оборудования
Строительство простейшего основания плитного типа, под станок или маломощный пресс, происходит следующим образом:
- Вначале следует определить месторасположение основания. Фундамент не должен соприкасаться со стенками, колоннами или внутренними перегородками самого здания. Минимальное расстояние от фундамента пресса до фундамента цеха равно 100 сантиметрам. Иначе вибрация перейдет на основание несущих стен, колон или перегородок.
- После этого следует определить положение крепежных (фундаментных) болтов, фиксирующих станину пресса или станка. При этом нужно учитывать, что минимальное расстояние от края фундамента до оси болта рано 20 сантиметра. То есть, фундамент должен выступать за края станины, как минимум на 20-30 сантиметров.
- Определив вышеупомянутые параметры можно приступать к земляным работам (рытью котлована). Причем глубина выемки грунта в не отапливаемом цеху равняется глубине промерзания + 25-40 сантиметров. В отапливаемом цеху глубина фундамента равняется 50-80 сантиметрам. Габариты самого котлована, равны ширине и высоте фундамента + глубина залегания подошвы. Ведь стенки котлована, как правило, обустраивают под наклоном в 45 градусов.
- Завершив земляные работы можно заняться повышением несущей способности грунта, подсыпав на дно двухслойную песчано-гравиевую подушку (по 15-20 сантиметров на каждую фракцию).
- Следующий этап – строительство опалубки, опоясывающей контур фундамента. Ее собирают из съемных металлических или деревянных щитов, соединенных поперечными стяжками.
- На следующем этапе во внутреннюю полость основания вводят армирующий каркас (в основаниях для небольших станков можно обойтись без каркаса), а дно опалубки укрывают слоем гидроизоляции (рубероида). В особых случаях на дно основания укладывают особый материал, гасящий вибрацию (дубовый брус или что-то другое).
- После этого внутреннюю полость заполняют бетоном, укладывая раствор слоями по 10-15 сантиметров.
Причем каждый слой тщательно утрамбовывается. Заливка и тамбовка каждого слоя должна завершиться до схватывания раствора (35-40 минут от момента введения бетона в опалубку).
- В финале в верхний слой заливки вводят фундаментные болты с коническими или загнутыми торцами.
Фундамент считается готовым к эксплуатации спустя 25-30 дней от момента заливки. За это время монолит основания выйдет на расчетную прочность. Раньше этого срока оборудование на фундамент не монтируют.
Допустимые отклонения от стройзадания
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей.
Допустимые отклонения:
— установочных поверхностей на фундаменте, возведенных до проектной от
По плоскости в любом направлении +-0,2/500 мм
По высоте -5 мм
По уклону 1/1000 мм
Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам.
Внимание. Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта.
Подготовительные работы с опорами.
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине.
Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение.
Монтаж станка.
Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков.
Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении.
Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев.
Установка и выверка станка.
Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм.
Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов.
Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака.
Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания.
Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры.
После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм.
Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ.
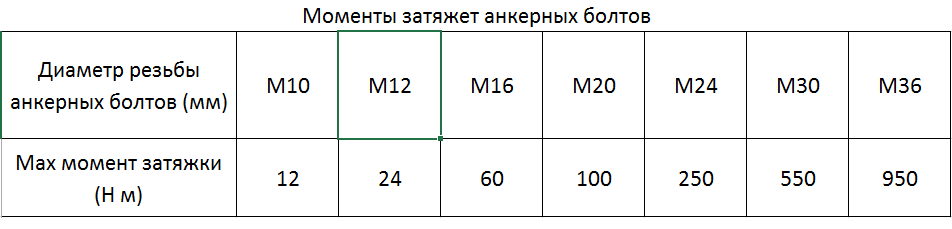
Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Опорные конструкции. Все машины, аппараты, механизмы и трубопроводы крепят к опорным конструкциям, которыми могут служить строительные конструкции (полы, перекрытия, стены, колонны, консольные балки), кронштейны, скобы, подвески, прикрепленные к потолку, постаменты, виброизолирующие опоры и фундаменты.
Непосредственно на строительных конструкциях размещают оборудование небольшой массы при малых удельных нагрузках на грунт и хорошо уравновешенных динамических нагрузка. Так, на стенах и колоннах располагают холодильники, маслоотделители, к стенам и перекрытиям крепят охлаждающие батареи и воздухоохладители, на полу и перекрытиях устанавливают вентиляторы, насосы, емкостное и теплообменное оборудование, а также компрессорно-конденсаторные агрегаты небольшой мощности. При установке оборудования на перекрытиях и других строительных конструкциях проверяют допустимость дополнительных нагрузок по сравнению с принятыми по расчету проекте.
В целях распределения нагрузки от оборудования на большую площадь пола, а также для поднятия оборудования на заданную высоту его размещают на постаменте. В качестве постамента могут быть использованы бетонные плиты заводского изготовления.
При установке машин и механизмов с неуравновешенными динамическими нагрузками используют виброизолирующие опоры (рис. 1), гасящие вибрацию. Гашение вибрации осуществляется путем использования резиновых и пружинных элементов, размещенных между металлическими или железобетонными плитами, к верхней из которых крепят оборудование. Гашение вибрации и шума осуществляют также путем использования пластмассовых дюбелей, установкой мягких вставок на вентиляционных коробах, неметаллических участков трубопроводов, компенсационных петель на нагнетательных трубопроводах и других подобных устройств. Для передачи нагрузки от оборудования большой массы или при повышенной динамической нагрузке на грунт сооружают фундаменты (рис. 1, а).
1. Примеры конструкций устройств для предотвращения- передачи вибрации:
Проектирование фундаментов. Проектирование фундаментов ведут в соответствии со СНиП 2.02.01-83 «Основания зданий и сооружений» и СНиП II-19-79 «Фундаменты с динамическими нагрузками». Разработка проекта фундамента заключается в расчете массы фундамента для гашения колебаний от динамических нагрузок работающего оборудования и в определении его размеров.
Для крепления рамы оборудования к фундаменту используют фундаментные болты, заделываемые в массив фундамента или закрепляемые в закладных деталях — анкерных плитах в предназначенных для этих целей колодцах.
Высота фундамента складывается из высоты наземной части («оголовка») и глубины заложения (расстояния от уровня пола до нижней грани фундамента — подошвы). Высота наземной части определяется требованиями технологического процесса и техники безопасности. Глубину заложения фундаментов, сооружаемых вне помещений, принимают на 20 см ниже глубины промерзания для данной местности, в неотапливаемых помещениях на величину, равную 0,7 от глубины промерзания, а в отапливаемых помещениях глубину промерзания не учитывают.
Размеры верхней части фундамента в плане устанавливают, руководствуясь размерами рамы или опорных лап оборудования и необходимостью устройства колодцев под фундаментные болты. Расстояние от боковых граней колодцев и от края рамы или опорной лапы до боковой грани фундамента должно быть не менее 50 мм, а при установке болтов диаметром более 24 мм — не менее 100 мм. От концов заделанных фундаментных болтов до края подошвы фундамента должно быть расстояние также не менее 100 мм.
Размеры подошвы фундамента определяют, исходя из допустимой нагрузки на грунт основания. Несущая способность грунта определяется нормативной нагрузкой — условным расчетным давлением (МПа), которое тем выше, чем больше твердость породы, величина зерна, меньше — влагосодержание и пластичность. Основные типы грунтов по этому признаку можно расположить в виде возрастающего ряда: глины — суглинки — супеси — пески — гравийные и щебенистые галечники — скальные породы.
При проектировании фундамента стремятся к уменьшению его общей высоты и увеличению размеров в плане, что повышает его устойчивость и уменьшает амплитуду колебаний. Центр тяжести системы «оборудование, — фундамент — грунт», лежащий на выступающих частях фундамента, должен находиться на одной вертикали с центром тяжести подошвы фундамента. В соответствии со СНиП II-19-79 допускается отклонение не более 3% для грунтов с нормативной нагрузкой R0 0,15 МПа и 5% для более прочных грунтов от длины той стороны подошвы, в направлении которой смещен центр тяжести.
Фундаменты могут быть отдельными, общими или размещаться на общей фундаментной плите (рис. 1, б, в, г). В зависимости от устанавливаемого оборудования их проектируют массивными монолитными, рамными или стенчатыми. Последние состоят из нижней фундаментной плиты, колонн (столбов), поперечных и продольных стен и верхней горизонтальной плиты, на которой крепят оборудование. Колонны, стены и плиты армируют стержнями и сеткой. Фундаменты могут быть монолитными и сборными — из отдельных блоков заводского изготовления. Для изготовления фундаментов берут бетон марки не ниже М150, а для сборных — не ниже М200. Для оборудования без динамических нагрузок допускается устройство неармированных монолитных фундаментов из бетона Ml00, а также из хорошо обожженного кирпича. В целях предотвращения передачи вибрации от машин с динамическими нагрузками на строительные конструкции фундаменты машин по периметру отделяют щелевидной траншеей шириной 100 мм, которую засыпают песком, керамзитом или шлаком.
Основные операции по изготовлению фундаментов следующие:
– разметка главных осей фундамента и габаритов котлована; рытье котлована (рис. 2, а);
– уплотнение основания котлована;
– подсыпка песчаного основания или устройство бетонной подушки — фундаментной плиты для грунтов недостаточной несущей способности;
– разметка габаритов фундамента;
– установка и сварка арматуры, устройство опалубки;
– укладка бетона (рис. 2, б) с уплотнением вибраторами; нанесение осевых и высотных отметок на планки (рис. 2, в);
– снятие опалубки и засыпка грунта («обратная засыпка»).
Осями фундамента являются горизонтальные проекции осей агрегатов, роторов, приводов, цилиндров машин и пр. При разметке оси фундаментов обозначают стальной калиброванной струной диаметром 0,3-0,5 мм, натянутой над фундаментом на высоте 0,5-0,8 м. Струны крепят к скобам на строительных конструкциях и на другой стороне натягивают через ролик гру-» ом массой, равной 2/з массы, обрывающей проволоку.
При устройстве опалубки и бетонировании фундаментов большое внимание уделяют формированию колодцев под фундаментные болты.
При изготовлении фундаментов небольших машин можно заделать фундаментные болты непосредственно в массив фундамента при укладке бетона («глухие» болты), предварительно укрепив их в деревянной раме, устанавливаемой над котлованом по осям и высотным отметкам, соответствующим положению оборудования. Расположение болтов в деревянной раме соответствует их расположению в раме монтируемого оборудования.
При изготовлении опалубки фундаментов крупных машин для формирования колодцев под фундаментные болты устанавливают деревянные пробки или дощатые короба, которые для облегчения последующего удаления их из бетона замачивают в воде. Перед установкой арматуру и закладные детали для хорошего сцепления с бетоном обезжиривают.
Укладку бетона ведут непрерывно слоями по 10-15 см с уплотнением каждого слоя вибратором. Короба и пробки удаляют из массива фундамента через 3-5 сут по достижении бетоном 30 %-ной твердости. Опалубку снимают через 10-12 сут — по достижении бетоном 70 %-ной твердости. Монтаж оборудования можно вести по достижении бетоном 50 %-ной твердости через 6-7 сут. Затяжку фундаментных болтов и подливку рамы бетоном М150 проводят через 18-20 сут, т.е. через 10- 12 сут после заполнения колодцев фундаментных болтов бетоном. Полное отверждение бетона происходит через 26-29 сут. В процессе изготовления фундамента из укладываемого бетона берут контрольные кубики, которые после его отверждения испытывают в лаборатории для подтверждения качества укладываемого бетона.
Приемка фундаментов. При приемке фундаментов проверяют разметку осей, размеры фундамента и его расположение относительно строительных конструкций, осевые и высотные отметки, качество бетонирования закладных деталей-, размеры и размещение гнезд или колодцев под фундаментные болты, перпендикулярность опорных поверхностей анкерных плит оси колодцев (рис. 3). Прочность бетона проверяют по контрольным кубикам и путем простукивание молотком и нанесения штрихов зубилом. На бетоне выше М100 остаются слабые штрихи от зубила; звук при ударе звонкий, вмятин от молотка не остается; на бетоне М75 и М100 — штрихи от зубила глубиной 1,0-1,5 мм и вмятины от молотка.
Фундаменты и опоры под оборудование и металлоконструкции, устанавливаемые без подливки, принимают с выровненной поверхностью. Закладные детали и пластины проверяют обстукиванием молотком на отсутствие дребезжащего звука.
Допустимы отклонения основных размеров фундамента от указанных в чертеже. По высоте отклонение не должно превышать -30 мм, по длине и ширине ±30 мм, по привязанным размерам продольных и поперечных осей фундаментов и колодцев ±20 мм. Общая схема проверки размеров фундамента центробежного компрессора показана на рис. 4.
Навигация:
Главная → Все категории → Монтаж холодильных установок